






![]()
产品介绍
产品品牌:SAVANT(赛万特)
产品名称:VMD大钻头延长杆
VMD大钻头亮点体现:
一、采用中心导向钻结构,有较好的定心效果,从而保证孔位有良好的直线度;
二、内外刀刃采用可替换小刀夹结构。实际使用中,最易损坏的是外刃刀夹。通过替换小刀夹,避免了整支钻头的报废,节省了刀具成本;
三、通过调整外刀夹,钻头加工尺寸可以在0-5mm内变动;
四、刀头和刀柄采用组合式结构。加工不同孔的深度,只需更换不同长度的刀柄即可;
五、钻头有中心出水孔,可以较好的冷却刀片,延长刀片的使用寿命,同时有利于排屑;
六、采用可转位硬质合金刀片切削,有较高的转速和进给,孔壁光洁度有大幅的提升;
七、加工过程中,铁屑均为断屑状态,没有传统麻花钻的细长缠绕的铁屑,安全性大大提高;
八、加工中,自动连续进刀,不需要每次退刀回屑,效率大幅提升。
VMD大钻头 直径调整步骤:
1、从刀夹外侧松开夹紧螺丝,步移钻体;
2、计算好钻径后,移出外侧刀夹里面的接触部件;
3、滑动刀夹锐角;
4、将刀夹紧贴钻体,不能有缝隙,用螺栓固定刀夹;
|
例:加工105m孔深 550mm,材料42Crmo、HB 220 不同工艺加工时间的比较:
|

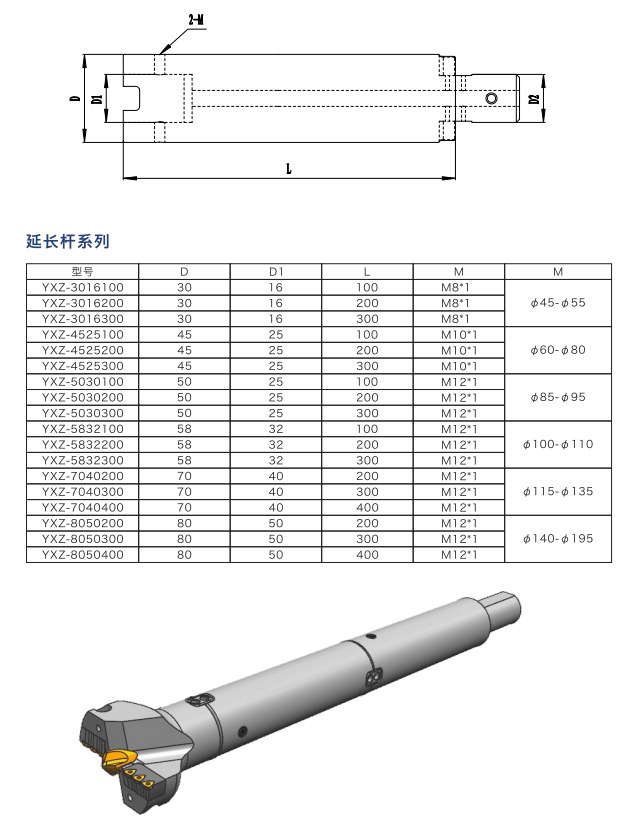
型号选择:
另外可非标定做,欢迎前来选购,拍前询价请咨询客服!
公司专业销售数控切削刀具,产品选用合金材料,采用美国进口设备,精工细作。主要适用于数控车床,加工中心等高精度机床。
可根据客户的要求,专门设计、制造各类非标型高端和通用刀具,公司以信誉第一、质量第一、服务第一为宗旨,竭诚为客户提供一流的产品和服务!真诚欢迎广大客户前来洽谈!
赛万特 VMD大钻头 深孔钻 大直径钻头
网址:http://www.shangtaiw.com/b2b/haopum/sell/itemid-94197.html